湖南亿拓膜建筑工程有限公司
Hunan Yituo Membrane Construction Engineering Co., Ltd
0731-88678018
15802628902 15973131978
15802628902 15973131978
一、钢结构工程焊接前需清理焊缝区域
构件组装前。应对所有构件焊接坡口切割面.与切割面两侧soI71}11左右的范围内进行场一理。
2.构件组装后。对已清理的区域应注意保护。
3.采用埋弧焊焊接时。对焊剂流出可能接触到的钢材表面应在焊接前清除浮锈。
二、钢结构工程焊接前需坡口精度检查:
焊接坡口的形状和尺寸精度对焊接质量有很大影响。焊接前应按有关规定检验坡口加工的精度。
三、钢结构工程焊接前构件组装
为保证产品的正确尺寸,在焊接前应先进行构件组装。组装过程中,必须注意钢板的位置、坡口角度及根部间隙等因素,构件组装后,应对其组装精度进行检查。
四、构件定位焊在正式焊接前。应先对构件进行定位焊接。
定位焊接的操作方法应采用回焊引弧、落弧填满弧坑。定位焊缝的长度一般应按受力焊缝(设计焊缝)焊脚尺寸的7倍计算。定位焊缝所用焊接材料应与正式焊缝的材料相同,工艺要求也相同;定位焊缝的预热温度应高出正式焊缝预热温度约加50℃。

实地考察Field investigation

 实地考察
实地考察
专注膜建筑

精心选材Carefully selecting materials
 精心选材
精心选材
技术工程师1对1指导设计

使用寿命长Long service life

 使用寿命长
使用寿命长
按需定制安装优化方案

实力团队Technical Training

 实力团队
实力团队
为项目提供专业的售后

售后服务after-sale service

 售后服务
售后服务
支持个性化定制

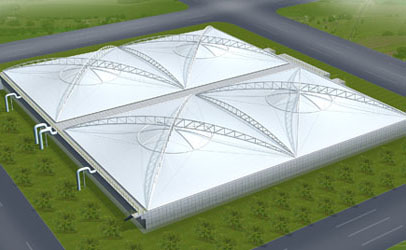
 工业设施膜结构
工业设施膜结构 环保设施膜结构
环保设施膜结构 遮阳定型伞
遮阳定型伞 萍乡硖石广场景观张拉膜
萍乡硖石广场景观张拉膜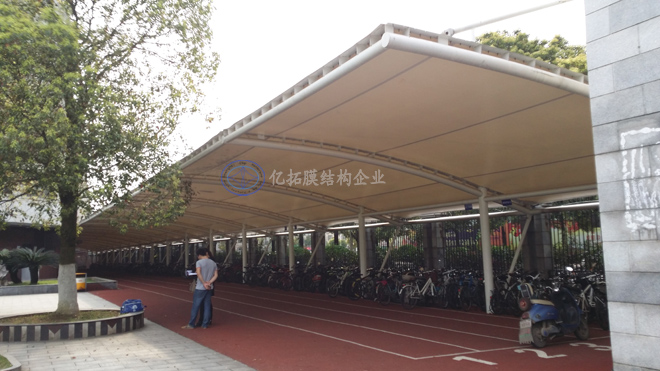 实验中学风雨棚膜结构长廊和..
实验中学风雨棚膜结构长廊和.. 公安局驾考中心风雨长廊膜结构
公安局驾考中心风雨长廊膜结构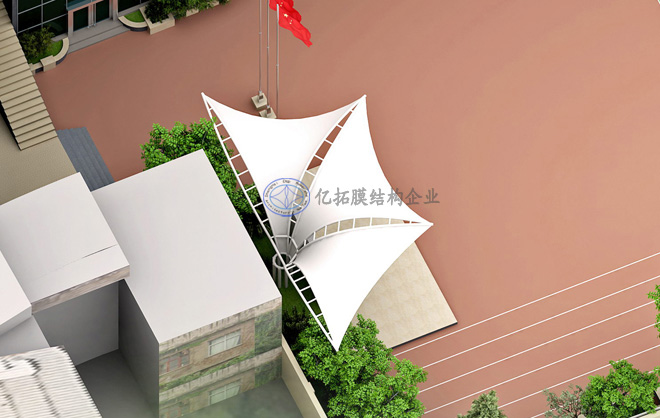 三桥小学膜结构造型主席台
三桥小学膜结构造型主席台 贺家土中学膜结构看台遮阳棚
贺家土中学膜结构看台遮阳棚 ETFE 透明膜
ETFE 透明膜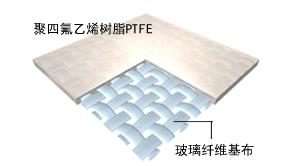 PTFE 永久性膜材
PTFE 永久性膜材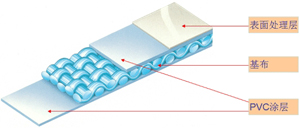 PVDF 常用膜材
PVDF 常用膜材 景观张拉膜结构拉膜亭施..
景观张拉膜结构拉膜亭施.. 张拉膜结构主席台等索膜..
张拉膜结构主席台等索膜.. 公司简介
公司简介 企业文化
企业文化 服务及保障
服务及保障 联系我们
联系我们