湖南亿拓膜建筑工程有限公司
Hunan Yituo Membrane Construction Engineering Co., Ltd
0731-88678018
15802628902 15973131978
15802628902 15973131978
1 焊接技术
钢结构塔焊接构件多,包括钢结构与平板法兰连接的刚性连接、柔性连接,钢结构与带颈法兰对接焊连接、搭接焊连接,钢管与钢管相贯焊接、K节点连接,以及钢管与连接板、环形加强板、U形槽与U形板、插板焊接等∞’,连接焊缝质量要求高,对焊接技术管理、焊工及检验人员都有更严格的要求。
目前,我国钢结构塔制造中所采用的焊接方法主要有GMAw、FCAW、SAW、SMAw及其组合焊接。其中,SMAw主要用于焊缝定位焊,在塔厂应用较少;GMAw、FCAW半自动焊主要用于直径不
大于219 mm的钢管与法兰焊接、辅件的焊接;GMAw或GMAW+SAW自动焊主要用于直径大于219 mm钢管与法兰的对接焊、插接焊。
为提高钢结构加工效率,多数钢管塔制造企业装备了自动焊接生产线(包括钢管与法兰装配线、焊接生产线),有些还配备有自动物流输送系统。
2焊接检验技术
从标准方面看,我国与日本标准均将焊缝的检验项目划分为外观质量检验和内部质量检验,检验项目基本相当。
从表面状态和尺寸检验看,均采用抽样检验,但Q/GDW 384—2009采用GB/T 2828加严检验一次抽样,日本标准采用二次抽样方案。
从内部检验手段看,Q/GDW 384—2009主要采用uT检验,设计要求或仲裁时采用RT检验。
对薄壁管(厚度小于8 mm)环向对接焊缝采用以爬波检测为主、横波检测为辅的检测方法,在该标准附录F中详细规定了该方法的检验技术及质量评定要求。日本标准采用RT、UT中任意一种方法进行检验。 ’
3焊接变形的矫正技术
焊接变形的矫正分为冷矫正、热矫正。钢结构塔的冷矫正多采用压力机进行,热矫正多采用火焰加热,手工或机械的方法进行矫正。Q/(;DW 384—2009从构件部件、弯曲程度、材质等方面对矫正方

实地考察Field investigation

 实地考察
实地考察
专注膜建筑

精心选材Carefully selecting materials
 精心选材
精心选材
技术工程师1对1指导设计

使用寿命长Long service life

 使用寿命长
使用寿命长
按需定制安装优化方案

实力团队Technical Training

 实力团队
实力团队
为项目提供专业的售后

售后服务after-sale service

 售后服务
售后服务
支持个性化定制

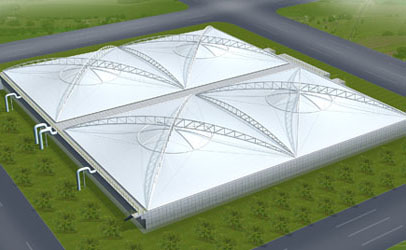
 工业设施膜结构
工业设施膜结构 环保设施膜结构
环保设施膜结构 遮阳定型伞
遮阳定型伞 萍乡硖石广场景观张拉膜
萍乡硖石广场景观张拉膜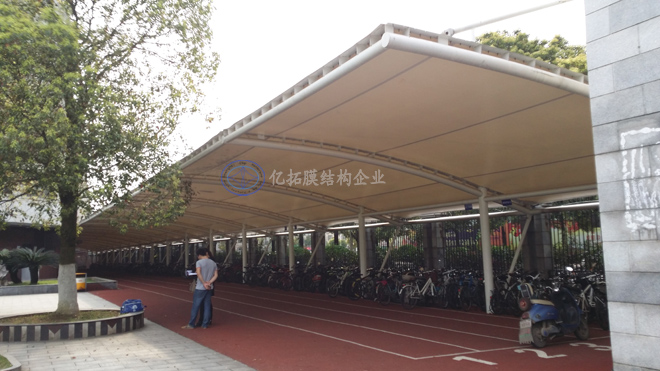 实验中学风雨棚膜结构长廊和..
实验中学风雨棚膜结构长廊和.. 公安局驾考中心风雨长廊膜结构
公安局驾考中心风雨长廊膜结构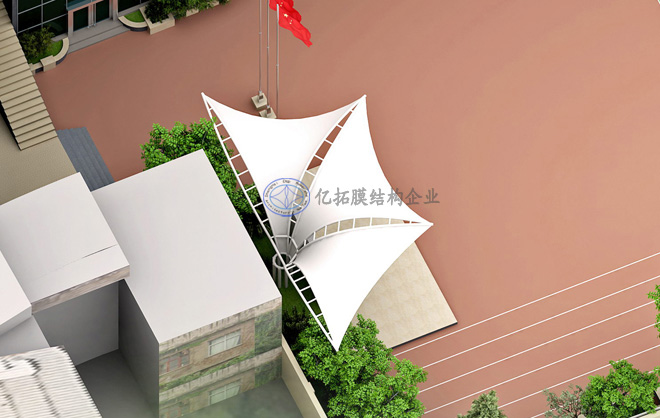 三桥小学膜结构造型主席台
三桥小学膜结构造型主席台 贺家土中学膜结构看台遮阳棚
贺家土中学膜结构看台遮阳棚 ETFE 透明膜
ETFE 透明膜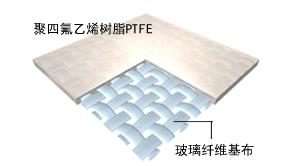 PTFE 永久性膜材
PTFE 永久性膜材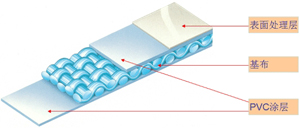 PVDF 常用膜材
PVDF 常用膜材 景观张拉膜结构拉膜亭施..
景观张拉膜结构拉膜亭施.. 张拉膜结构主席台等索膜..
张拉膜结构主席台等索膜.. 公司简介
公司简介 企业文化
企业文化 服务及保障
服务及保障 联系我们
联系我们